| Оборудование | |
ООО "Металлист"
|
Металлоконструкции |
Обработка
металла |
Конвейеры, транспортёры |
| Главная | Написать | Контакты | Карта |
|
||||||||||

Техническая библиотека » Металлическая форма для изготовления бетонных и железобетонных колец
Металлическая форма для изготовления бетонных и железобетонных колец
При изготовлении бетонных и железобетонных колец для колодцев и коллекторов обычно применяется деревянная опалубка, причём изготовление колец в такой опалубке весьма трудоёмко.
Для устранения указанных недостатков, а так же снижения себестоимости применяется упрощённая технология изготовления колец в металлических формах (Рисунок 1.)
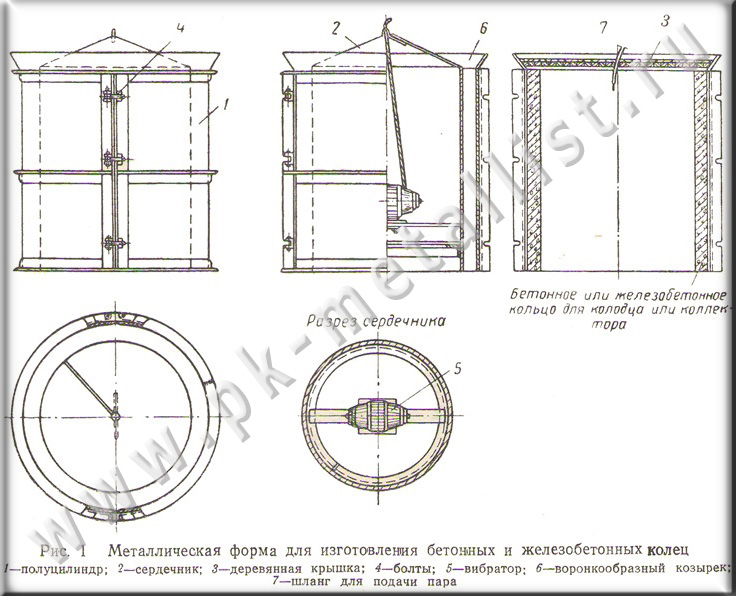
Форма состоит из двух стальных полуцилинтдров. К каждому из полуцилиндров приварено 3 уголка жёсткости в виде полуколец и 2 окаймляющих уголка по образующим цилиндра с прорезями для болтов (по 3 с каждой стороны) Для облегчения укладки бетоной смеси в форму в верхней части полуцилиндров имеется воронкообразный козырёк.
При изготовлении бетонного кольца в середину металлической формы вставляется сердечник - цилиндр меньшего диаметра. Сердечник в верхней части имеет конусную поверхность, облегчающую укладку бетонной смеси в форму. Внутри сердечника укреплён выбратор И-7. Зазор между формой и сердечником заполняется бетонной смесью.
Количество сборно-разборных металлических форм зависит от размеров намечаемых к выпуску труб; внутренние сердечникиизготовляются по одному на кольцо каждого типоразмера.
Порядок изготовления бетонных или железобетонных колец следующий.
Металлические формы устанавливаются на деревянные поддоны. С внутренней стороны формы смазываются болтами. При изготовлении железобетонных колец внутрь формы опускают арматуру, а затем при помощи тельфера - сердечник с вибратором. Внешняя поверхность сердечника также должна быть смазана машинным маслом. Далее пространство между формой и сердечником заполняется бетоном. Одновременно включается вибратор. По заполнении формы бетонной смесью сердечник извлекается из отформованного кольца, верх формы закрывается деревянной крышкой, имеющей толевую или рубероидную паронепроницаемую прокладку. В центре крышки формы имеется отверстие, в которое вставляется паропроводящий резиновы шланг, идущий от разводящей паровой трубы соответствует количеству металлических форм. На каждом отводе установлен вентиль для пуска и перекрытия пара. Таким образом, металлическая форма одновремменно является и пропарочной камерой.
По окончанию пропарки вентиль, подводящий пар к форме, перекрывается, деревянная крышка снимается, форма разбирается, и бетонное кольцо отвозится на склад готовой продукции.
"Опалубочные формы. Изготовление сборных железобетонных конструкций" Государственное издательство литературы по строительству и архитектуре Москва - 1955
 |
 |
 |
 |
Виброформа КС-7-9 |
©
2010 ООО "Металлист" |
|
|
|
|
|
|
|
Создание и сопровождение сайта Майоров П.Б. |
||
 |
OOOMetallist | |
| ooometallist@qip.ru | ||
| Телефон/факс: | (4872) 23-62-30 | 28-52-88 |
| Моб. тел. | 8-919-077-48-56 | Михаил |
| Моб. тел. | 8-910-162-76-66 | Павел |
| Электронная почта: |
mail@metallist-tula.ru pk-metallist-tula@yandex.ru |
|